Общее руководство по работе с инженерным программным комплексом DEFORM, Таупек И.М., Кабулова Е.Г., Положенцев К.А., Лисовский А.В., Макаров А.В., 2015
Учебное пособие описывает основные принципы работы с инженерным программным комплексом DEFORM, разработанным американской компанией Scientific Forming Technologies Corporation (SFTC) и предназначенным для анализа технологических процессов обработки металлов давлением и термической обработки. В пособии рассматриваются вопросы подготовки исходных данных для расчёта, включающие особенности подготовки моделей, задания свойств материалов и управления движением рабочим инструментом, а также возможности редактирования встроенной базы данных материалов. Приводятся рекомендации по выполнению моделирования различных процессов ОМД и термообработки. Пособие полезно для инженеров-технологов, научных работников, аспирантов и студентов, занимающихся вопросами и проблемами процессов обработки металлов давлением и термической обработки.

Введение.
DEFORM специализированный инженерный программный комплекс, предназначенный для анализа процессов обработки металлов давлением, термической и механической обработки, разработанный американской компанией Scientific Forming Technologies Corporation (SFTC), являющейся лидером в области моделирования процессов обработки металлов давлением. DEFORM позволяет моделировать практически все процессы, применяемые в обработке металлов давлением (ковка, штамповка, прокатка, прессование и др.), а также операции термической обработки (закалка, старение, отпуск и др.) и механообработки (фрезерование, сверление и др.). Это делает DEFORM мощным инструментом, позволяющим проверить, отработать и оптимизировать технологические процессы, используя на различных этапах исследований только компьютер, а не дорогостоящие эксперименты на производстве. Благодаря этому появляется возможность проверить множество вариантов рассматриваемого процесса, что существенно повышает точность и достоверность полученных результатов исследований, а также возникает возможность буквально заглянуть внутрь заготовки. Программный комплекс применяется по всему миру, как на промышленных предприятиях, так и в научно-исследовательских институтах и технических университетах, является самым распространенным программным комплексом для моделирования процессов обработки металлов давлением, заслуженно считается одной из наиболее точных системой для моделирования сложных трехмерных процессов пластического деформирования металлов.
Содержание.
Введение.
1. Подготовка исходных моделей.
2. Препроцессор DEFORM-3D.
2.1 Загрузка моделей и присвоение свойств материала объектам.
2.2 Настройка конечно-элементной сетки.
2.3 Настройка окон плотности конечно-элементной сетки.
2.4 Настройка граничных условий.
2.5 Настройка параметров расчета.
2.6 Настройка движения объектов.
2.7 Создание базы данных и запуск расчета.
3. Постпроцессор DEFORM-3D.
3.1 Настройка отображения рассчитанных параметров процесса.
3.2 Построение графиков энергосиловых параметров.
3.3 Отображение контактных поверхностей.
3.4 Задание и отслеживание отдельных точек в конечно-элементной сетке.
3.5 Задание координатных сеток.
3.6 Задание разрезов и сечений.
3.7 Настройка многооконного режима.
3.8 Настройка размеров изображения для сохранения результатов.
3.9 Управление и сохранение анимации.
3.10 Настройка различных цветовых схем для шкалы отображения.
4. Использование плоскостей симметрии при моделировании.
5. Использование плоской задачи при моделировании.
5.1 Создание и подготовка применяемых моделей.
5.2 Работа с Препроцессором модуля DEFORM Integrated 2D/3D.
5.3 Работа с Постпроцессором DEFORM Integrated 2D/3D.
6. Создание и редактирование реологических моделей материалов.
7. Моделирование операций термообработки.
7.1 Подготовка моделей.
7.2 Препроцессор модуля «Термическая обработка».
7.3 Просмотр результатов в Постпроцессоре.
8. Особенности моделирования некоторых процессов ОМД.
8.1 Моделирование прокатки.
8.2 Моделирование волочения сплошного профиля.
Библиографический список.
Приложение.
Бесплатно скачать электронную книгу в удобном формате, смотреть и читать:
Скачать книгу Общее руководство по работе с инженерным программным комплексом DEFORM, Таупек И.М., Кабулова Е.Г., Положенцев К.А., Лисовский А.В., Макаров А.В., 2015 — fileskachat.com, быстрое и бесплатное скачивание.
Скачать pdf
Ниже можно купить эту книгу по лучшей цене со скидкой с доставкой по всей России.Купить эту книгу
Скачать
— pdf — Яндекс.Диск.
Дата публикации: 21.02.2022 11:20 UTC
Теги:
Таупек :: Кабулова :: Положенцев :: Лисовский :: Макаров :: 2015 :: DEFORM :: инженерия
Следующие учебники и книги:
- Введение в лазерные технологии, опорный конспект лекций по курсу «Лазерные технологии», Вейко В.П., Петров А.А., Самохвалов А.А., 2018
- Стеклодувное дела, Веселовский С.Ф., 1952
- Организация движения на железнодорожном транспорте, Боровикова М.С., 2003
- В мире занимательных фактов, Земляной Б., Чевокина Ю., 1963
Предыдущие статьи:
- Информационно-документационная деятельность, Ташлыкова А.Н., Рябиничева Т.Н., Ночка Е.И., 2016
- Дороги мира, История и современность, Иванов И.А., 2017
- История декоративно-прикладного искусства, От древнейших времён до наших дней, де Моран А., 1982
- Инженерные расчеты при разработке нефтяных месторождений, Том 1, Скважина — промысловый сбор, Артемьев В.Н., Ибрагимов Г.З., Иванов А.И., 2004
Автор:В.С. Паршин, А.П. Карамышев, И.И. Некрасов, А.И. Пугин, А.А. Федулов
Название: Практическое руководство к программному комплексу Deform
Издательство: УРФУ
ISBN: 978-5-321-01772-2
Год: 2010
Формат: JPG
Размер: 391МВ
Страниц:267
Язык:Русский
Учебное пособие посвящено системному описанию принципов работы с программным комплексом DEFORM-3D американской фирмы Scientific Forming Technologies Corporation (SFTC), направленным на проведение конечно-элементного анализа различных технологических процессов металлообработки. Пособие затрагивает вопросы создания инструмента и заготовки, их разбиения конечными элементами, назначения механических свойств, граничных условий, управления работой процессора. Приведены также примеры решения задач с применением рассматриваемого программного комплекса, что придает учебному пособию особую практическую ценность. Пособие полезно для инженеров-разработчиков, научных работников, аспирантов и студентов, в особенности занимающихся исследованиями технологических процессов и оборудования в области обработки металлов давлением.

Автор:
KorovnikovAV · Опубликовано: 23 минуты назад
А потом позвонил
Крокодил
И со слезами просил:
— Мой милый, хороший,
Пришли мне калоши,
И мне, и жене, и Тотоше.
— Постой, не тебе ли
На прошлой неделе
Я выслал две пары
Отличных калош?
— Ах, те, что ты выслал
На прошлой неделе,
Мы давно уже съели
И ждем, не дождемся,
Когда же ты снова пришлешь
К нашему ужину
Дюжину
Новых и сладких калош!
Имею спросить, обувью питаешься?
Чтобы что? На английском говорит 1,5 миллиарда человек, и 90% из них за орфографию и произношенипроизношение учительница города Асбест Свердловской области поставила бы в лучшем случае трояк. Однако все всех понимают.
Классики говорили «не делайте из еды культа», так вот, перефразирую — » Не делайте из орфографии культа». Если ты душнила по орфографии с тобой никто особо говорить не захочет дальше «пакет нужен»?
D![]()

EFORMTM—3D
Лабораторные
работы




1.
Препроцессор
1.1.
Создание новой задачи
1.2.
Установка параметров расчета
1.3.
Загрузка данных объекта
1.4.
Управление экраном
1.5.
Выбор точки
1.6.
Другие кнопки окна Экран (DISPLAY)
1.7.
Сохранение задачи
1.8.
Выход из DEFORM-3D
1.1. Создание новой задачи
На unix-машине введите
DEFORM3 для запуска DEFORM™-3D. На
Windows-машине нажмите кнопку
![]()
и выберите DEFORM-3D из меню. Откроется
главное (MAIN) окно DEFORM-3D, как показано
ниже.
Создайте новую задачу
выбрав Файл>Новая задача или нажав
кнопку Новая задача
![]()
.
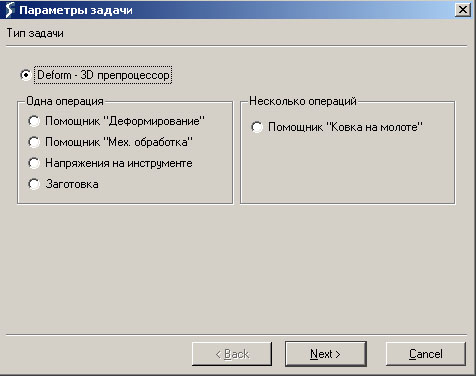
Появиться окно
Параметры задачи. Используйте
установки по умолчанию для запуска
препроцессора DEFORM-3D (не используйте ни
один из мастеров) и нажмите кнопку
![]()
.
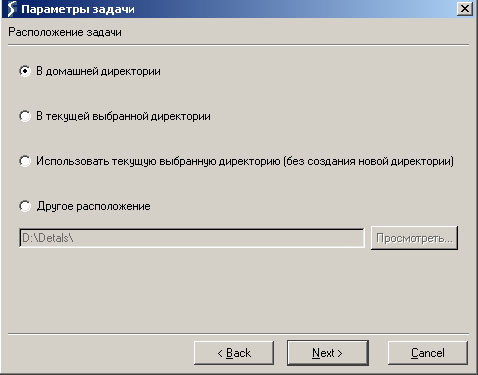
Нажмите кнопку
![]()
для определения расположения новой
задачи как ’В домашней директории’.
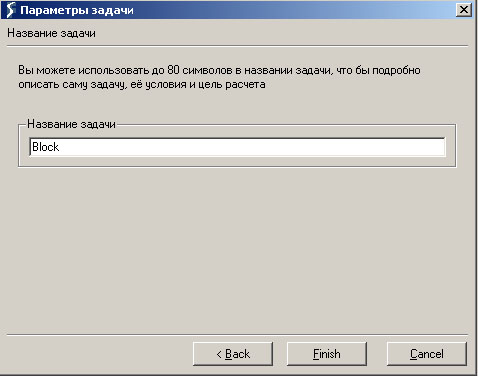
В поле Название
задачи, введите Block и нажмите
кнопку
![]()
.
Будет открыт препроцессор
DEFORM-3D. Препроцессор разделен на несколько
различных секций — называемых Экран,
Дерево Объектов и Данные Объектов.
Вверху экрана также находится ряд
кнопок. Эти кнопки будут описаны, так
как они встречаются в лабораторных
работах. Наиболее важные из этих кнопок
находятся справа вверху. Из-за их
важности дается краткое описание
каждой:
|
Кнопка |
Назначение |
Описание |
|
|
Настройки задачи |
В этом меню определяются все параметры |
|
|
Материал |
В этом меню определяются свойства |
|
|
Позиционирование объектов |
С помощью этого элемента управления |
|
|
Взаимодействие объектов |
В этом меню определяются отношения |
|
|
Генерация базы данных |
Когда все операции препроцессора |
|
|
Выход |
С помощью этой кнопки осуществляется |
Дерево Объектов
Данные Объектов
1 Экран .2. Установка параметров расчета
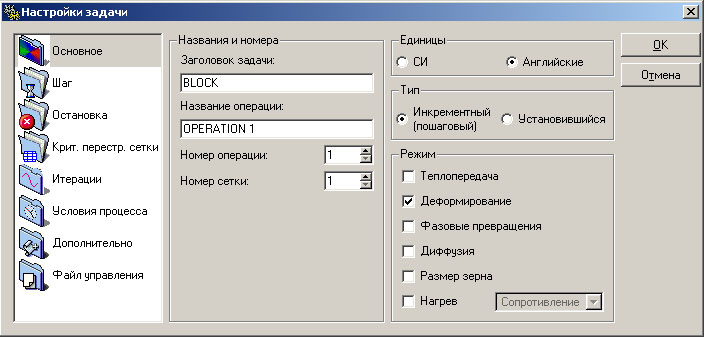
Нажмите кнопку
![]()
для открытия окна Настройки задачи.
Измените Заголовок задачи на Block.
Убедитесь, что Единицы измерения
установлены как English и выбран пункт
Деформации (помечен флажком). Для
завершения нажмите кнопку
![]()
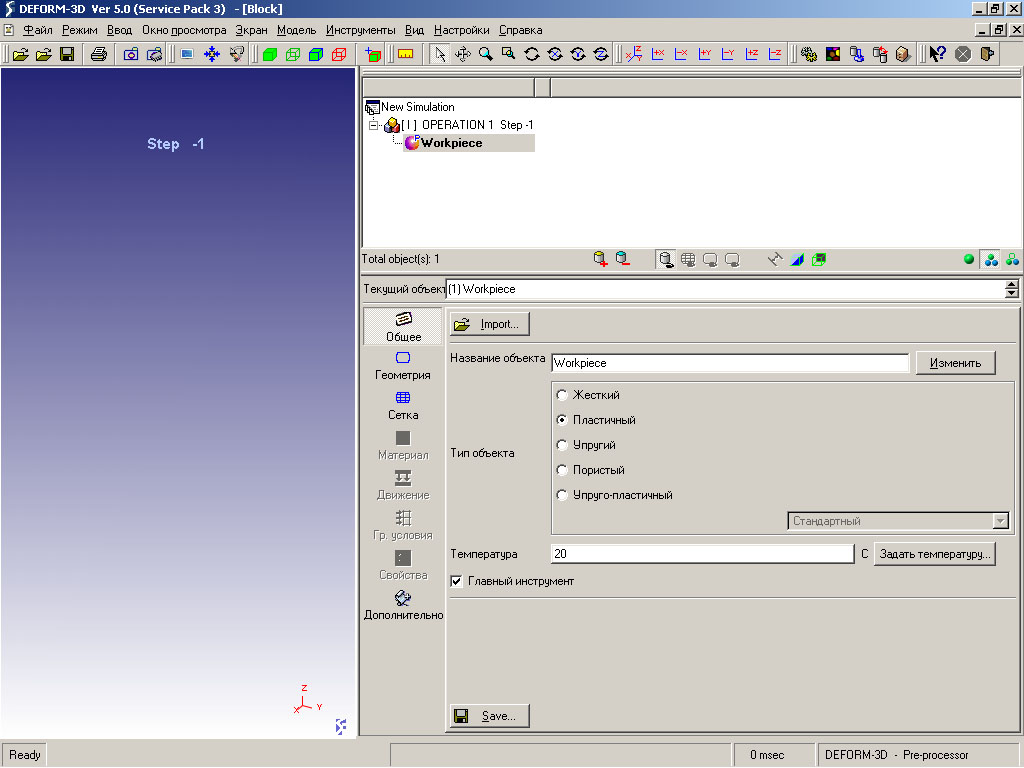
1.3. Загрузка данных объекта
Добавьте объект в
задачу, нажав кнопку Добавить объект
![]()
внизу Дерева объектов. Измените
Название объекта с Object 1 на Block
и нажмите
![]()
.
Установите Тип Объекта – Пластичный
(Plastic). В DEFORM поверхность объекта
называется геометрия. Для импорта
геометрии объекта нажмите кнопку
![]()
и затем кнопку
![]()
.
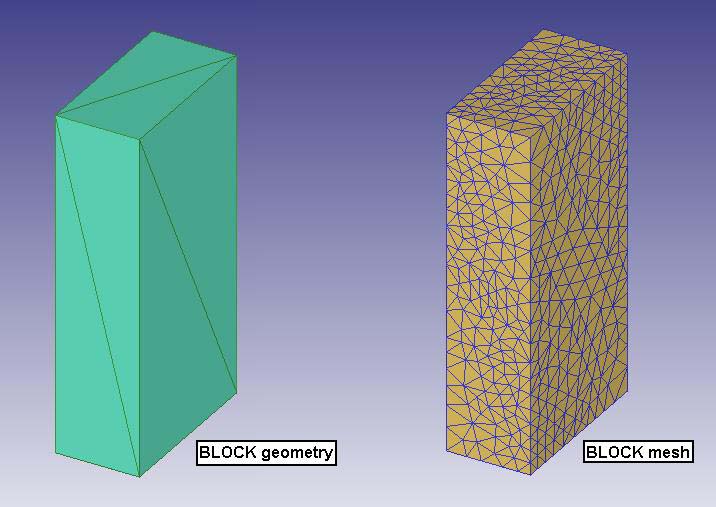
Самый общий тип файлов
для импорта геометрии в DEFORM-3D –
стереолитография -.STL файл. Геометрия
для блока находится в файле Block_Billet.STL
папке DEFORM3DV5.0Labs. Найдите этот файл,
выберите его и нажмите кнопку
![]()
для импорта геометрии в DEFORM. Геометрия
прямоугольного блока должна появиться
Окне экран.
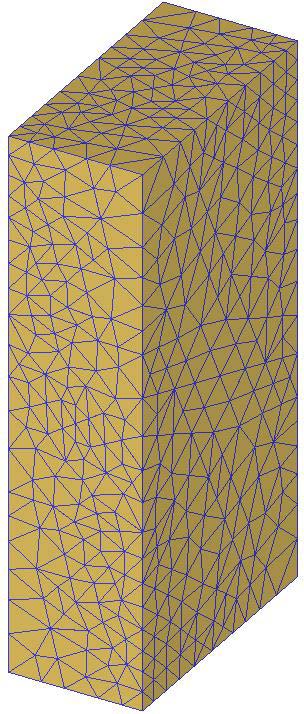
Теперь, когда определена
геометрия Блока, может быть сгенерирована
конечно-элементная сетка объекта.
Нажмите
![]()
для открытия окна Управление разбиением
сетки.
Нажмите кнопку
![]()
,
чтобы увидеть как выглядит поверхностная
сетка при использовании настроек по
умолчанию. Так как поверхностная сетка
выглядит хорошо, нажмите кнопку
![]()
для завершения процесса построения
сетки. Когда построение сетки завершится,
объект должен иметь 5000 элементов,
которые можно увидеть в Дереве Объектов
или в разделе Сводка окна Управление
разбиением сетки.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Лабораторные работы. — Москва: Инжиниринговая компания Артех, 2008. — 98 с.
DEFORM-3D – мощная система моделирования технологических процессов, предназначенная для анализа трехмерного (3D) поведения металла при различных процессах обработки давлением. DEFORM-3D предоставляет важную информацию о течении материала в штампе и распределении температур во время процесса деформирования.
DEFORM-3D позволяет моделировать такие процессы как: ковка, горячая, полугорячая и холодная штамповка, прессование, прокатка, вытяжка и многие другие процессы.
Содержание
Препроцессор.
Позиционирование инструментов и препроцессор.
Расчет ковки и постпроцессор.
Квадратное кольцо.
Ковка – Перенос от печи к инструменту.
Ковка – Задержка на нижнем штампе.
Ковка – Удар 1.
Ковка – Замена штампа и Удар 2.
Анализ напряженного состояния инструмента.
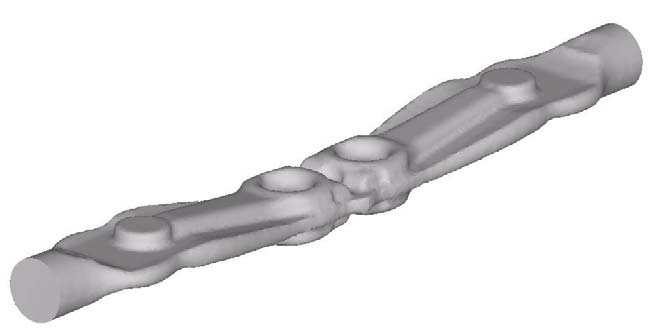
Рулевая тяга.
Держатель.
Обжатие (протяжка).
-
1DEFORMTM 3D Version 6.1 (sp1)Users Manual
Oct 10th 2007
2545 Farmers Drive, Suite 200Columbus, Ohio, 43235Tel (614)
451-8330Fax (614) 451-8325Email [email protected] -
2Table of ContentsPREFACE TO THIS MANUAL
…………………………………………………………………..6Chapter 1. Overview of
DEFORM…………………………………………………………………….
71.1 DEFORM family of products
……………………………………………………………………………….
71.2 Capabilities
……………………………………………………………………………………………………..
81.3. Analyzing manufacturing processes with DEFORM
…………………………………………….. 111.4. Before
you begin
……………………………………………………………………………………………
111.5. Geometry representation
…………………………………………………………………………………
121.6. The DEFORM system
…………………………………………………………………………………….
131.7. Pre-processing
………………………………………………………………………………………………
141.8. Creating input data
…………………………………………………………………………………………
141.9. File
system……………………………………………………………………………………………………
161.10. Running the simulation
………………………………………………………………………………….
171.11. Post-processor
…………………………………………………………………………………………….
171.12.
Units…………………………………………………………………………………………………………..
18Chapter 2. Pre-Processor
……………………………………………………………………………..
192.1. Simulation Controls
………………………………………………………………………………………..
192.1.1. Main controls
………………………………………………………………………………………………………
202.1.2. Step Controls
………………………………………………………………………………………………………
232.1.3. Advanced Step Controls
………………………………………………………………………………………..
262.1.4. Stopping
Controls…………………………………………………………………………………………………
292.1.5. Remesh Criteria
…………………………………………………………………………………………………..
312.1.6. Iteration
Controls………………………………………………………………………………………………….
312.1.7. Processing
Conditions…………………………………………………………………………………………..
372.1.8. Advanced Controls
……………………………………………………………………………………………….
392.1.9. Control
Files………………………………………………………………………………………………………..
432.2 Material
Data………………………………………………………………………………………………….
462.2.1. Phases and
mixtures…………………………………………………………………………………………….
472.2.2. Elastic data
…………………………………………………………………………………………………………
482.2.3. Thermal
data……………………………………………………………………………………………………….
512.2.4. Plastic
Data…………………………………………………………………………………………………………
522.2.5. Diffusion
data………………………………………………………………………………………………………
612.2.6. Hardness data [MIC]
…………………………………………………………………………………………….
632.2.7. Grain growth/recrystallization
model…………………………………………………………………………
642.2.8. Advanced material properties
…………………………………………………………………………………
702.2.9. Material data requirements
…………………………………………………………………………………….
712.3. Inter Material
Data………………………………………………………………………………………….
732.3.1. Transformation relation (PHASTF)
…………………………………………………………………………..
732.3.2. Kinetics model
(TTTD)…………………………………………………………………………………………..
742.3.3. Latent heat
(PHASLH)…………………………………………………………………………………………..
792.3.4. Transformation induced volume change (PHASVL)
…………………………………………………….
792.3.5. Transformation plasticity
(TRNSFP)…………………………………………………………………………
812.3.6. Other Transformation Data
…………………………………………………………………………………….
81 -
32.4 Object
Definition……………………………………………………………………………………………..
822.4.1. Adding, deleting
objects…………………………………………………………………………………………
832.4.2. Object name (OBJNAM)
………………………………………………………………………………………..
842.4.3. Primary Die
(PDIE)……………………………………………………………………………………………….
852.4.4. Object type (OBJTYP)
…………………………………………………………………………………………..
852.4.5. Object
geometry…………………………………………………………………………………………………..
872.4.6. Object meshing
……………………………………………………………………………………………………
952.4.7. Object material
…………………………………………………………………………………………………..
1072.4.8. Object initial
conditions………………………………………………………………………………………..
1072.4.9. Object
properties………………………………………………………………………………………………..
1082.4.10. Object boundary
conditions…………………………………………………………………………………
1152.4.11. Contact boundary
conditions……………………………………………………………………………….
1182.4.12. Object movement controls
………………………………………………………………………………….
1182.4.13. Object node
variables……………………………………………………………………………………….
1312.4.14. Object element variables
…………………………………………………………………………………..
1382.4.16. Data Interpolation
…………………………………………………………………………………
1452.5.1. Inter object
Interface…………………………………………………………………………………………..
1492.5.2. Positioning
……………………………………………………………………………………………………….
1622.5.3. Inter object boundary conditions
…………………………………………………………………………..
1642.6. Database Generation
…………………………………………………………………………………..
165Chapter 3. Running Simulations
…………………………………………………………………..
1673.1. Simulation Options
……………………………………………………………………………………….
1683.2. Switching between Solvers (Conjugate-Gradient and
Sparse)……………………………………. 1683.3. Multi Processing
…………………………………………………………………………………………..
1693.3. Email the Result
………………………………………………………………………………………….
1703.4. Starting the simulation
………………………………………………………………………………….
1703.5. Simulation graphics
………………………………………………………………………………………
1713.6. Add to Queue (Batch Queue)
…………………………………………………………………………
1723.7 Process Monitor
………………………………………………………………………………………….
1733.8. Stopping a simulation
……………………………………………………………………………………
1743.9. Troubleshooting problems
……………………………………………………………………………..
1743.9.1. Message file messages
……………………………………………………………………………………….
1743.9.2. Simulation aborted by user
…………………………………………………………………………………..
1743.9.3. Cannot remesh at a negative
step………………………………………………………………………….
1753.9.4. Remeshing is highly
recommended………………………………………………………………………..
1753.9.5Negative
Jacobian………………………………………………………………………………………………..
1753.9.6. Solution does not converge
………………………………………………………………………………….
1763.9.7. Stiffness matrix is non-positive
definite……………………………………………………………………
1793.9.8. Zero
pivot………………………………………………………………………………………………………….
1793.9.9. Extrapolation of data
…………………………………………………………………………………………..
1793.9.10. Bad Element
Shape…………………………………………………………………………………………..
1803.9.11. Inconsistent Step
Number…………………………………………………………………………………..
181Chapter 4: Post-Processor
………………………………………………………………………….
1824.1.Post-Processor Overview
……………………………………………………………………………….
1834.2 Graphical
display…………………………………………………………………………………………..
1844.2.1. Window
layout……………………………………………………………………………………………………
184 -
44.3.Post-Processing Summary
……………………………………………………………………………..
1934.3.1.Simulation Summary
……………………………………………………………………………………………
1934.3.2.State Variable
…………………………………………………………………………………………………….
195Displacement……………………………………………………………………………………………………………..
200Density……………………………………………………………………………………………………………………..
200Strain
……………………………………………………………………………………………………………………….
200Velocity
…………………………………………………………………………………………………………………….
202Normal
Pressure…………………………………………………………………………………………………………
202Temperature………………………………………………………………………………………………………………
202Volume Fraction
…………………………………………………………………………………………………………
202Grain Size
…………………………………………………………………………………………………………………
203Hardness…………………………………………………………………………………………………………………..
203Dominant atom
…………………………………………………………………………………………………………..
203User
Variables……………………………………………………………………………………………………………
2034.3.3.Point tracking
……………………………………………………………………………………………………..
2034.3.4.Load stroke
curves………………………………………………………………………………………………
2054.3.5.Coordinate Systems
…………………………………………………………………………………………….
2064.3.6. Step Selection & Manipulation
……………………………………………………………………………..
2074.3.7. Steps list
………………………………………………………………………………………………………….
2084.3.8.View Changes Within Viewport
………………………………………………………………………………
2104.3.9. Coordinate System
Selection………………………………………………………………………………..
2104.3.10.Rotation
…………………………………………………………………………………………………………..
2114.3.11.Coordinate Axis View
…………………………………………………………………………………………
2114.3.12.Point Selection
………………………………………………………………………………………………….
2114.3.13 Multiple Viewports
……………………………………………………………………………………………..
2124.3.14. Nodes
…………………………………………………………………………………………………………….
2124.3.15.
Elements………………………………………………………………………………………………………..
2134.3.16.
Viewport…………………………………………………………………………………………………………
2154.3.17. Data
Extraction…………………………………………………………………………………………………
2174.3.18.Flownet……………………………………………………………………………………………………………
2184.3.19. Mirroring
………………………………………………………………………………………………………..
2224.3.20 Animation controls and saving.
…………………………………………………………………………….
223Chapter 5: Elementary Concepts in Metalforming and Finite
Element Analysis …… 225Chapter 6: User Routines
……………………………………………………………………………
237User-Defined FEM
Routines………………………………………………………………………………………….
237User-Defined Post-Processing Routines
………………………………………………………………………….
2416.1. User defined FEM routines
……………………………………………………………………………
2416.2. User defined post-processing routines
…………………………………………………………….
267Quick
Reference…………………………………………………………………………………………
273Hot
Forming……………………………………………………………………………………………….
276Appendix A: Running DEFORM in text
mode………………………………………………………….
283Appendix B: Inserting DEFORM Animations in Powerpoint
Presentations ……………….. 287Appendix C: DETAILS OF
MOVEMENT CONTROLS IN SPIN.KEY …………………………..
289Appendix D: Data
Files……………………………………………………………………………………….
291Appendix E: 2D to 3D Conversion
Utility………………………………………………………………..
293Appendix F: Fracture with Element Deletion and Damage
Softening………………………….. 295 -
5Appendix G: Rotating Work piece Simulations
………………………………………………………..
300Appendix H: Sheet Forming in DEFORM-3D
………………………………………………………….
308Appendix I: Eulerian treatment of the 3D rolling process
………………………………………….. 317Appendix J:
Preventing leakage of nodes in sectioned simulations
……………………………. 318Appendix K: The Double
Concave Corner Constraint
……………………………………………… 321Appendix
L: Rolling Simulation Overview (In
Progress)…………………………………………….
324Appendix M: Checking the forming loads results of a simulation
……………………………….. 326Appendix N: Model setup
for steady state machining
……………………………………………… 328Appendix
O: Document on constructing linear friction
simulations……………………………… 336Appendix P: On
Using Spring-Loaded Dies
……………………………………………………………
345Appendix Q: THE DEFORM ELASTO-PLASTIC
MODEL…………………………………………. 347Appendix
R: Setting Up Multiple Processor
Simulations……………………………………………
353Appendix S: Coupled Die Stress Analysis…356Appendix T: Setting
up steady state extrusion357Appendix U: Setting up 3D machining
models365 -
6Preface to this manualThis manual describes the features and
capabilities of the DEFORM-3D system.It also contains a description
of the inputs and actions required to setup problemsand run
simulations. If you have not used DEFORM before we would
recommendthat you go through the lab manuals first for an
introduction on how to use thesystem and how to run different types
of simulations. The labs for DEFORM-3D,DEFORM-HT are provided as
PDF (Portable document format) documents whichcan be viewed using
Adobe Acrobat provided with DEFORM. All keywords whichare used in
DEFORM-3D are documented in the keyword reference manualswhich are
also provided as a PDF document. All documents can be accessedfrom
the help menus in the main program, pre-processor, and
post-processor.Overview of DEFORMPresents an overview of the DEFORM family of
products.Analyzing manufacturing processes with DEFORMDescribes how to
use DEFORM products to analyze manufacturingprocesses.The DEFORM systemIntroduces the DEFORM-3D system and describes
the components thatmake up the system.Pre-ProcessorDescribes the layout of the DEFORM
Pre-Processor.Running SimulationsDescribes how to run simulations and also how
to handle errors that occurduring simulations.Post-ProcessorDescribes post-processing results from simulations
and how to interpretresults.User RoutinesDescribes user FORTRAN routines in detail. DEFORM
allows the user towrite FORTRAN programs to describe the flow
stress, die speeds, damageaccumulation, and other features, as well
as defining and storing newvariables which can be tracked in the
post-processor along with the standardDEFORM variables.Release NotesContains release notes.
-
7Chapter 1. Overview of DEFORMDEFORM is a Finite Element Method
(FEM) based process simulation systemdesigned to analyze various
forming and heat treatment processes used bymetal forming and
related industries. By simulating manufacturing processes ona
computer, this advanced tool allows designers and engineers to:Reduce the need for costly shop floor trials and redesign of
tooling andprocesses.Improve tool and die design to reduce production and material
costs.Shorten lead time in bringing a new product to market.Unlike
general purpose FEM codes, DEFORM is tailored for
deformationmodeling. A user friendly graphical user interface
provides easy data preparationand analysis so engineers can focus
on forming, not on learning a cumbersomecomputer system. A key
component of this is a fully automatic, optimizedremeshing system
tailored for large deformation problems.DEFORM-HT adds the
capability of modeling heat treatment processes,including
normalizing, annealing, quenching, tempering, aging, and
carburizing.DEFORM-HT can predict hardness, residual stresses,
quench deformation, andother mechanical and material
characteristics important to those that heat treat.1.1 DEFORM family of products
DEFORM-2D (2D)Available on UNIX/LINUX platforms (HP, DEC, LINUX)
as well as personalcomputers running Windows-XP/Vista. Capable of
modeling plane strain oraxisymmetric parts with a simple 2
dimensional model. A full function packagecontaining the latest
innovations in Finite Element Modeling, equally well suitedfor
production or research environments.DEFORM-3D (3D)Available on UNIX/LINUX platforms (HP, DEC, LINUX)
as well as personalcomputers running Windows-XP/Vista.DEFORM-3D is
capable of modelingcomplex three dimensional material flow
patterns. Ideal for parts which cannot besimplified to a two
dimensional model.DEFORM-F2 (2D)Available on personal computers running Windows
XP/Vista. Capable ofmodeling-two dimensional axisymmetric or plane
strain problems. Suitable forsmall to mid-sized shops starting in
Finite Element Modeling.DEFORM-F3 (3D)Available on personal computers running Windows
XP/Vista. A powerful three-dimensional modeling package for
modeling cold, warm and hot forgingprocesses. -
8DEFORM-HTAvailable as an add-on to DEFORM-2D and DEFORM-3D. In
addition to thedeformation modeling capabilities, DEFORM-HT can
model the effects of heattreating, including hardness, volume
fraction of metallic structure, distortion,residual stress, and
carbon content.1.2 Capabilities
Deformation
Coupled modeling of deformation and heat transfer for simulation
of cold,warm, or hot forging processes (all products).Extensive material database for many common alloys including
steels,aluminums, titaniums, and super-alloys (all products).User defined material data input for any material not included
in thematerial database (all products).Information on material flow, die fill, forging load, die
stress, grain flow,defect formation and ductile fracture (all
products).Rigid, elastic, and thermo-viscoplastic material models, which
are ideallysuited for large deformation modeling (all
products).Elastic-plastic material model for residual stress and spring
backproblems. (2D, 3D).Porous material model for modeling forming of powder
metallurgyproducts (2D, 3D).Integrated forming equipment models for hydraulic presses,
hammers,screw presses, and mechanical presses (all products).User defined subroutines for material modeling, press modeling,
fracturecriteria and other functions (2D, 3D).FLOWNET (2D, PC,) and point tracking (all products) for
importantmaterial flow information.Contour plots of temperature, strain, stress, damage, and other
keyvariables simplify post processing (all products).Self contact boundary condition with robust remeshing allows a
simulationto continue to completion even after a lap or fold has
formed (2D, 3D).Multiple deforming body capability allows for analysis of
multipledeforming work pieces or coupled die stress analysis. (2D,
3D).Fracture initiation and crack propagation models based on well
knowndamage factors allow modeling of shearing, blanking, piercing,
andmachining (2D, 3D). -
9Heat Treatment Simulate normalizing, annealing, quenching,
tempering, and carburizing.Normalizing (not available yet)Heating a ferrous alloy to a
suitable temperature above the transformationrange and cooling in
air to a temperature substantially below thetransformation
range.Annealing A generic term denoting a treatment, consisting of
heating to and holdingat a suitable temperature followed by cooling
at a suitable rate, usedprimarily to soften metallic materials. In
ferrous alloys, annealing usually isdone above the upper critical
temperature, but the time-temperaturecycles vary both widely in
both maximum temperature attained and incooling rate
employed.Tempering (not available yet)Reheating hardened steel or
hardened cast iron to some temperaturebelow the eutectoid
temperature for the purpose of decreasing hardnessand increasing
toughness.Stress relievingHeating to a suitable temperature,
holding long enough to reduce residualstresses, and then cooling
slowly enough to minimize the development ofnew residual
stresses.QuenchingA rapid cooling whose purpose is for the control
of microstructure andphase products.Predict hardness, volume fraction metallic structure,
distortion, and carboncontent.Specialized material models for creep, phase transformation,
hardnessand diffusion.Jominy data can be input to predict hardness distribution of the
finalproduct.Modeling of multiple material phases, each with its own elastic,
plastic,thermal, and hardness properties. Resultant mixture
material propertiesdepend upon the percentage of each phase present
at any step in theheat treatment simulation.DEFORM models a complex interaction between deformation,
temperature, and,in the case of heat treatment, transformation and
diffusion. There is couplingbetween all phenomenon, as illustrated
in the figure below. When appropriatemodules are licensed and
activated, these coupling effects include heating due todeformation
work, thermal softening, and temperature controlled
transformation,latent heat of transformation, transformation
plasticity, transformation strains,stress effects on
transformation, and carbon content effects on all
materialproperties. -
10
Figure 1.2.1 : Relationship between various DEFORM modules.
-
11
1.3. Analyzing manufacturing processes with DEFORMDEFORM can be
used to analyze most thermo-mechanical forming processes,and many
heat treatment processes. The general approach is to define
thegeometry and material of the initial work piece in DEFORM, then
sequentiallysimulate each process that is to be applied to the work
piece.The recommended sequence for designing a manufacturing
process usingDEFORMDefine your proposed process Final forged part geometry Material
Tool progressions Starting work piece/billet geometry Processing
temperatures, reheats, etc. Gather required data Material data
Processing condition data Using the DEFORM pre-processor, input the
problem definition for thefirst operation Submit the data for simulation Using the DEFORM
post-processor, review the results Repeat the
preprocess-simulate-review sequence for each operation inthe process If the results are unacceptable, use your
engineering experience andjudgment to modify the process and repeat the simulation
sequence.1.4. Before you beginBefore you begin work on your DEFORM
simulation, spend some time planningthe simulation. Consider the
type of information you hope to gain from theanalysis. Are
temperatures important? What about die fill? Press loads?
Materialdeformation patterns? Ductile fracture of the part? Die
failure? Buckling? Can thepart be modeled as a two dimensional
part, or is a three dimensional simulationnecessary? Having a
definite goal will help you design a simulation which willprovide
the information most vital to understanding your manufacturing
process. -
12
1.5. Geometry representation
Figure 1.5.1 : Axisymmetric and plane strain examples.
DEFORM simulations can be run either as two dimensional (2D) or
threedimensional (3D) models. In general, 2D models are smaller,
easier to set up,and run more quickly than 3D models. Frequently,
the added detail of a 3Dmodel is not worth the additional time
required over a 2D simulation if theprocess can reasonably be
represented in 2D.There are two 2D geometry representations:
axisymmetric and plane strain.Axisymmetric geometries assume that
the geometry of every plane radiating outfrom the centerline is
identical. Plane strain requires that there is no material flowin
the out of plane direction, and that flow in every plane parallel
to the sectionmodeled is identical. Figure 1.5.1 illustrates
axisymmetric and plane strainmodels.Objects that are closely
approximated by axisymmetric or plane strain modelscan also be
modeled in 2D by neglecting minor variations. For example, if
thehead shape is not critical a hex head bolt can be modeled as
axisymmetric bydefining a head radius which maintains constant
volume (radius =0.525*(distance across flats)). A gradually
tapering part such as a turbine bladecan be modeled by modeling
several plane strain sections. -
13
Figure 1.5.2 : Buckling.
Buckling of cylindrical parts is a fully three dimensional
process, and must bemodeled as such if such behavior is expected.
An axisymmetric simulation willnot show buckling; even if it will
occur in the actual process (Figure 1.5.2 ).Partswhich cannot be
simplified to 2D must be modeled as 3D.1.6. The DEFORM systemThe DEFORM system consists of three major
components:1. A pre-processor for creating, assembling, or modifying the
data required toanalyze the simulation, and for generating the
required database file.2. A simulation engine for performing the numerical calculations
required toanalyze the process, and writing the results to the
database file. Thesimulation engine reads the database file,
performs the actual solutioncalculation, and appends the
appropriate solution data to the databasefile. The simulation
engine also works seamlessly with the AutomaticMesh Generation
(AMG) system to generate a new FEM mesh on thework piece whenever
necessary. While the simulation engine is running, itwrites status
information, including any error messages, to the message(.MSG) and
log (.LOG) files.3. A post-processor for reading the database file from the
simulation engineand displaying the results graphically and for
extracting numerical data. -
14
1.7. Pre-processingThe DEFORM preprocessor uses a graphical user
interface to assemble the datarequired to run the simulation. Input
data includesObject descriptionIncludes all data associated with an object,
including geometry, mesh,temperature, material, etc.Material dataIncludes data describing the behavior of the
material under the conditionswhich it will reasonably experience
during deformation.Inter object conditionsDescribes how the objects interact with
each other, including contact, friction,and heat transfer between
objects.Simulation controlsIncludes instructions on the methods DEFORM
should use to solve theproblem, including the conditions of the
processing environment, whatphysical processes should be modeled,
how many discrete time steps shouldbe used to model the process,
etc.Inter material dataDescribes the physical process of one phase
of a material transforming intoother phases of the same material in
a heat treatment process. For example,the transformation of
austenite into pearlite, banite, and martensite.1.8. Creating input dataThere are several ways to enter data
into the DEFORM pre-processor.Depending on the requirements of a
particular problem, a combination of thefollowing methods will
frequently be used.Manual inputThe pre-processor menus contain input fields for
nearly every possible data inputin DEFORM. The user can enter,
view, or edit any of these values. Discussionsof each field are
contained in the reference section of this manual.Keyword file inputMost of the data fields in the DEFORM
pre-processor correspond directly to aDEFORM keyword. Individual
keywords describe very specific information abouta particular
object characteristic, simulation control, material characteristic,
orinter-object relationship. Keyword data can be saved in a keyword
(.KEY) file. A -
15
keyword file is a human readable (ASCII) representation of
DEFORM simulationdata.The typical format of a keyword is:[keyword
name] [keyword parameters][default data][data][data]…A keyword
file may contain a complete simulation data set, or it may contain
onlyone or a few specific keywords.Assembling keyword filesWhen a keyword file is read into the
pre-processor, only the specific data fieldslisted in that keyword
are changed; the remainder is unchanged. Thus, it ispossible to
assemble a complete set of problem data by loading one keyword
filethat contains only data for one object, another keyword file
that contains materialdata, etc.To save specific elements of a
keyword file, it is necessary to save the entire file,then use a
text editor such as Notepad, VI, emacs, or equivalent to
deleteunwanted information. The keyword file load and save features
on the main pre-processor menu load or save an entire data set. To
load partial keyword files,use the Keyword, Load option from the
File menu.Other file inputsVarious data types, particularly part
geometries and material data, can be readfrom appropriate format
files.Modifying problem dataSolution or input step data from any
stored step in a database file can be readinto the pre-processor,
modified, and either appended to an existing database, orwritten to
a new database file.Viewing specific problem dataMost problem data stored in the
database file is accessible in the post-processor.However, certain
specific information such as boundary conditions or
inter-objectcontact conditions is displayed differently in the
pre-processor. When debugginga problem which is not running
properly, it is sometimes useful to use the pre-processor data
display to view this information. -
16
1.9. File systemThe primary data storage structure is the
database file. The database file storesa complete set of simulation
data, including object data, simulation controls,material data, and
inter-object relations, both from the original input, and
fromselected solution steps. The sequence of information storage in
a database file isshown in Figure 1.9.1 . The pre-processor uses an
ASCII format file called thekeyword file to create inputs.Figure 1.9.1 : DEFORM database structure.
Each DEFORM problem has an associated problem ID and should be
created inits own folder or directory. For every problem, the
DEFORM system creates fourtypes of files that are generally
accessible to users:Database (DB) filesThe database file contains the complete
simulation data set for input data andeach saved simulation step.
The information is stored in a compressed, machinereadable format,
and is accessible only through the DEFORM pre- and post-processors.
As the simulation runs, data for each step is written to the end of
thedatabase file. If the step being written is specified as a step
to be saved,information for the next step will be appended after
the current data step. If thestep is not specified to be saved, and
a solution is found for the next step, thedata for the current step
will be overwritten by the data for the next step. -
17
Keyword (KEY) filesKeyword files contain specific problem
definition data which is read by the pre-processor and used to
create an input database file. A keyword file may containa complete
problem definition, or it may contain only specific information
about,for example, a specific object or material. The information
is stored in ASCIIformat, and can be read and edited with any text
editor, such as Notepad, VI, oremacs. A keyword reference is
available which describes the data format foreach keyword.1.10. Running the simulation
Simulation engineThe simulation engine is the program which
actually performs the numericalcalculations to solve the problem.
The simulation engine reads input data fromthe database, then
writes the solution data back out to the database. As it runs,
itcreates two user readable files which track its progress.Log (LOG) filesLog files are created when a simulation is
running. They contain generalinformation on starting and ending
times, remeshings (if any), and may containerror messages if the
simulation stops unexpectedly.Message (MSG) filesMessage files are also created when a
simulation is running. They containdetailed information about the
behavior of the simulation, and may containinformation regarding
why a simulation has stopped.1.11. Post-processor
The postprocessor is used to view simulation data after the
simulation has beenrun. The postprocessor features a graphical user
interface to view geometry, fielddata such as strain, temperature,
and stress, and other simulation data such asdie loads. The
postprocessor can also be used to extract graphic or numericaldata
for use in other applications. -
18
1.12. UnitsDEFORM data may be supplied in any unit system, as
long as all variables areconsistent (i.e., length, force, time, and
temperature measurements are in thesame units, and all derived
units — such as velocity — are derived from the samebase units).
This task can be simplified by using either the British or SI
system forthe default unit system.Figure 1.12.1 : DEFORM unit system.
Note: It is important to select the unit system at the beginning
of the simulation.Once numerical values have been entered in the
pre-processor, the numericalvalues will remain unchanged even if
the unit system designation is changed.The Post-Processor has been equipped with a feature for unit
conversion fordatabase viewing. The user has four options for unit
conversion. If the conversionfactor selected is Default, then the
units are picked up automatically dependingon whether the database
is English or SI. Since there is no conversionnecessary, all the
conversion factors are set to 1.0 in this column. For the casesof
converting English to SI or converting SI to English, the
conversion factors andunits are picked up from the dialog and the
values are converted and displayed inthe post-processor. The fourth
option gives the user the option of viewing thedata from the
database in units that are not English or SI. The user is free
toenter the conversion factors and the units corresponding to the
conversionfactors. There is no user type unit conversion for
temperature, since thetemperature conversion is not a simple
multiplication. -
19
Chapter 2. Pre-Processor
Figure 2.1.0 : The preprocessor of DEFORM-3D. The simulation
controls button ishighlighted with a red square.2.1. Simulation ControlsThe Simulation Controls window can be
found by clicking a button in thePreprocessor ( ). Options defined
under Simulation Controls (See Figure2.1.1 ) control the numerical
behavior of the solution. Main controls details withspecifying the
simulation title, unit system, geometry type, etc. Stopping and
stepcontrols are used to specify the time step, the total number of
steps and thecriteria used to terminate the simulation. Processing
conditions like theenvironment temperature, convection coefficient
can be specified underProcessing conditions. Certain advanced
features are explained in the Advancedcontrols section. -
20
Figure 2.1.1 : Simulation Controls window.
2.1.1. Main controls
Simulation title (TITLE)The simulation title allows you to title
the problem (up to 80 characters) forreference purposes.Operation name (SIMNAM)The operation name allows you to title
the specific operation (up to 80characters) for reference
purposes.Units (UNIT)The DEFORM unit system can be defined as
English or Metric (SI). Allinformation in DEFORM should be
expressed in consistent units. The unit systemshould be selected at
the beginning of the problem setup procedure, and shouldnot be
changed during a simulation or after an operation. -
21
Figure 2.1.2 : DEFORM unit system.
Type
The five different types of simulations that can be run are:
Lagrangian Incremental: To be used for all the conventional
forming, heattransfer and heat-treat applications. Transient phase
of the processes likerolling, machining, extrusion, drawing cogging
etc. also can be modeled inthis general framework.ALE Rolling: ALE model for rolling process can be generated
using theShape Rolling template. When the model is generated using
thistemplate, automatically generates the necessary boundary
conditions forthe entry surface for the billet (indicated in the
interface as the Beginningsurface, nodes are assigned BCCDEF=4),
and the exit surface ( indicatedin the interface as Free surface,
nodes are assigned BCCDEF=5).Template automatically sets the
analysis type as ALE Rolling. When therolling model is setup using
the regular pre-processor, user needs to setthis analysis type and
proper boundary conditions to be able to run theALE model for
rolling.Steady-State machining: 3D machining model for turning
applications canbe generated using the Machining Template in which
the initial model canbe set up for Lagrangian Incremental run. When
sufficient chip has formedthe template can be used to generate an
additional operation to switch theanalysis mode to Steady State. In
this stage template can be used togenerate the required boundary
conditions for the steady state run, whichincludes defining end
surface of the chip (indicated as free surface, withBCCDEF code set
as 5 for those nodes). Template automatically sets theanalysis type
as Steady-State Machining. When the machining model issetup using
the regular pre-processor, user needs to set this analysis typeand
proper free surface and thermal boundary conditions to be able to
runthe Steady State model for machining. -
22
Ring Rolling: From 3DV61, simulation engine has been enhanced
tohandle the non isothermal modeling of ring rolling process.
Thisdevelopment includes a special ALE technique that does not
depend onany expensive computing resources, nor involves very long
modelingtimes.Steady-State extrusion: Provided for future implementation:
(CurrentEulerian process modeling capability for extrusion, which
is underdevelopment can be activated using a special data file
called ALE.DAT.Please contact SFTC for additional information.)Simulation modes (SMODE, TRANS)DEFORM features a group of
simulation modes that may be turned on or offindividually, or used
in various combinations.Heat transferSimulates thermal effects within the simulation,
including heat transferbetween objects and the environment, and
heat generation due todeformation or phase transformation, where
applicable.DeformationSimulates deformation due to mechanical, thermal, or
phase transformationeffects.TransformationSimulates transformation between phases due to
thermomechanical and timeeffects.DiffusionSimulates diffusion of carbon atoms within the
material, due to carboncontent gradients.GrainSimulates grain size calculation and recrystallization
calculations.HeatingSimulates heat generation due to resistance or induction
heating. Thisfeature is not activated in the current release. -
23
For backward compatibility with old keywords and databases,
before version3.0, the keyword SMODE (old style isothermal,
non-isothermal, heat transfer)is read and the corresponding keyword
TRANS mode switches are set in thepre-processor.Operation number (CURSIM)Allows the specification of a new
operation number for each simulation in thedatabase. If operations
numbers are specified, the post-processor displays eachoperation
with its number in the step list.Mesh number (MESHNO)This variable records the current mesh based
on the number of remeshings thatoccur between the initial mesh and
the current mesh. This variable should not bechanged.Figure 2.1.3 : Step Controls.
2.1.2. Step ControlsThe DEFORM system solves time dependent
non-linear problems by generatinga series of FEM solutions at
discrete time increments. At each time increment,the velocities,
temperatures, and other key variables of each node in the
finiteelement mesh are determined based on boundary conditions,
thermomechanicalproperties of the work piece materials and possibly
solutions at previous steps.Other state variables are derived from
these key values, and updated for eachtime increment. The length of
this time step, and number of steps simulated, aredetermined based
on the information specified in the step controls menu (See -
24
Figure 2.1.3 ).Starting step number (NSTART)
If a new database is written, the specified step number will be
the first step in thedatabase. If data is written to an existing
database, the preprocessor data will beappended to this database in
proper numerical order, and any steps after the onespecified will
be overwritten.The negative (-n) flag on the step number indicates
that the step was written tothe database by the pre-processor
(either by manual generation of a databasestep or by an automatic
remesh), not by the simulation engine.Note: All pre-processor
generated steps should have a negative step numberNumber of simulation steps (NSTEP)
The number of simulation steps parameter defines the number of
steps to runfrom the starting step number. The simulation will stop
after this number ofsimulation steps will have run, if another
stopping control is triggered to stop thesimulation or if the
simulation runs into a problem. For example, if the startingstep
number is -35 (NSTART), and 30 steps (NSTEP) are specified,
thesimulation will stop after the 65th step, unless another
stopping control istriggered first.Step increment to save (STPINC)
The step increment to save in the database controls the number
of steps that thesystem will save in the database. When a
simulation runs, every step must becomputed, but does not
necessarily need to be saved in the database. Storingmore steps
will preserve more information about the process; consequently it
willrequire more storage space.Primary die (PDIE)
The primary die is the object for which many stopping and
stepping criteria aredefined. For example, stopping distance based
on primary die stroke. When thestroke of the object defined as the
primary die reaches the value for primary diedisplacement, the
simulation will be stopped whether or not more steps werespecified.
The Step By Stroke feature determines step size based on
themovement of the primary die.The primary die is usually assigned
to the object most closely controlled by theforging machinery. For
example, the die attached to the ram of a mechanicalpress would be
designated as the primary object. -
25
Step increment control (DSMAX/DTMAX)
Solution step size can be controlled by time step or by
displacement of theprimary die. If stroke per step is specified,
the primary die will move the specifiedamount in each time step.
The total movement of the primary die will be thedisplacement per
step multiplied by the total number of steps. If time per step
isspecified, the time interval per step will be used. The die
displacement per stepwill be the time step times the die
velocity.From 3DV61, the definition of step increment control has
been enhanced toinclude both the time and stroke dependent step
functions. This means, step size(both time per step and stroke per
step) can now be defined as a function of timeor stroke. This
functionality enables finer resolution of saved model
information,where it is desired. (Typically towards the end of the
stroke, where steepchanges of die load and cavity filling or flash
formation can take place).Stroke per step is frequently more
intuitive. However, time per step must bespecified for any problem
in which there is no die movement (such as heattransfer), or for
any problem where force control is used.Selecting time step and
number of stepsProper time step selection is important. Too large a
time step can causeinaccuracy in the solution, rapid mesh
distortion or convergence problems. Toosmall a time step can lead
to unnecessarily long solution times. The followingsection provides
some guidelines for selecting time steps.The maximum displacement
for any node should not exceed about 1/3 the lengthof its element
edge length in one step. For flow around a tight corner,
flashforming, or similar highly localized deformations, time steps
may need to bedefined to give a node movement of as small as 1/10
or the element edge length.Thus, for a finer mesh, smaller steps
are required than for a coarser mesh. Thisprevents the mesh from
becoming overly distorted in a single time step.The time step can
be determined by the following method:1. Using the measurement tool, measure one of the smaller
elements in thedeforming object (this must be done after a mesh has
been generated)2. Estimate the maximum velocity of any region of the work piece
(for mostproblems, this will be the die velocity. For extrusion
problems it will be thedie velocity times the extrusion ratio) If
some steps have already be run,display object velocity under
Object->Nodes (use the «eye» icon to displaya velocity vector
plot and maximum and minimum values).3. Divide the result of 1 by the result of 2, and take about 1/3
of this value asthe time step. This is a rough estimate, so extreme
accuracy is not critical.4. The number of steps is given by where n is the number of
steps, x is thetotal movement of the primary die, V is the primary
die velocity, and is thetime increment per step. -
26
Refer also to the Polygon Length Sub-Step feature under Advanced
StepControlsIf there is insufficient information available to
calculate the total number of steps,three alternatives are
available:1. A general guideline of 1% to 3% height reduction per step can
be used.2. Specify an arbitrarily large number of steps, and use an
alternativestopping control, such as time or total die stroke.3. Make a
good estimate of the number of steps required for the given
stepsize, and then specify about 120% of this value. Allow the
simulation toovershoot the target, and then use a step near, but
not at the end as afinal solution.2.1.3. Advanced Step Controls
This menu gives more options for special simulations where
precision control oftime step size is required (See Figure 2.1.4
and Figure 2.1.5 ).Figure 2.1.4 : Advanced stepping menu 1.
Step definition (STPDEF)There are three modes for defining
stepsUser In user defined steps mode, the steps correspond to the
NSTEPvalue. This is the default which does not have to be changed
in almost allcases.System In the system defined steps mode each sub step is saved
to thedatabase and is treated as a step. This option is primarily
used fordebugging purposes. -
27
Temperature In temperature based sub stepping, the DTPMAX
settingscontrol the time stepping. The purpose for these controls
is to specify thetime stepping of a simulation that is driven by
thermal-induceddeformation.Strain per step (DEMAX)The maximum element strain increment
limits the amount of strain that canaccumulate in any individual
element during one time step. If a non-zero value isassigned to
DEMAX, a new sub step will be initiated when the strain increment
inany element reaches the value of DEMAX.Contact Time (DTSUB)Contact time controls whether or not sub
stepping is performed when nodescontact a master surface. By
default (DTSUB = 0), if a node contacts a mastersurface a fraction
of the way through a time step, the time step is subdivided,
andthat step is run again at the fraction of the time increment.
This will place thenode on the surface at the end of the time step.
For 3D problems with a largenumber of nodes contacting master
surfaces, this can cause huge increases inexecution time.If DTSUB
is set to 1, contact time sub stepping is disabled. Nodes will be
allowedto penetrate the master surface, but then will be
artificially moved back to surfaceat the end of the time step. This
will allow significantly faster execution time.However, if the
defined time step is too large, some volume loss and meshdistortion
may occur.In general, it is recommended that DTSUB be set to 1, and
that the time stepguidelines described above be followed carefully.
Use of polygon length substepping, DPLEN, will also control volume
loss and mesh distortion, withoutsevere execution time
increases.Polygon length substep (DPLEN)Polygon length sub stepping places
an upper limit on the absolute distance asurface node can move in a
given time step. The largest distance a given nodecan move is
defined byu
dplenLt
))((max =
Where,L = the distance from a given node to the nearest adjacent
surface on thesame objectdplen = the coefficient controlling the
relative maximum time step allowedu = the magnitude of the velocity
of the nodetmax = the maximum time step size allowed -
28
Legal values of DPLEN are from 0 to 1. A value of 0 will disable
sub stepping.Recommended values are 0.2 to 0.5, with 0.2 being more
conservative, andhence slower, and 0.49 being more aggressive, and
faster, but less accurate.Values larger than 0.5 can be used, but
may allow unacceptable meshdegeneration.Figure 2.1.5 : Advanced stepping menu 2.
Temperature change per step (DTPMAX)The maximum temperature
change increment limits the amount that thetemperature of any node
can change during one time step. If a non-zero value isassigned, a
new sub step will be initiated when the temperature change at
anynode reaches the value of DTPMAX. The maximum/minimum time step
are thelargest and smallest time step allowable with the
temperature based sub-stepping.Maximum Sliding ErrorThis stepping control is not generally
recommended. Please contact SFTC formore information. -
29
Figure 2.1.6 : Process parameters for stopping a simulation.
2.1.4. Stopping Controls
The stopping parameters determine the process time at which the
simulationterminates. A simulation can be terminated based on the
maximum number oftime steps simulated; the maximum accumulated
elemental strain, the maximumprocess time, or maximum stroke,
minimum velocity, or maximum load of theprimary object. A
simulation will be stopped when the condition of any of thestopping
parameters are met. If a zero value is assigned to any of the
terminationparameters other than number of steps (NSTEP), the
parameter will not be used.If no other stopping parameters are
specified, the simulation will run until it hasutilized all of the
specified steps. (See Figure 2.1.6 )Process Duration (TMAX)Terminates a simulation when the global
process time reaches the valuespecified.Primary Die Displacement (SMAX)Terminates a simulation when the
total displacement of the primary die reachesthe specified value.
The stroke value for the object is specified in the Object,Movement
menu.Minimum velocity of Primary Die (VMIN)Terminates a simulation
when the X or Y component of the primary die velocityreaches the X
or Y values of the VMIN. This parameter is typically used when
theprimary object movement is under load control, or when the
SPDLMT parameteris enforced for a hydraulic press. -
30
Maximum load of Primary Die (LMAX)Terminates a simulation when
the X or Y load component of the primary diereaches the X or Y
value of LMAX. Typically used when the movement control ofthe
primary object is velocity or user specified.Maximum strain in any Element (EMAX)Terminates a simulation when
the accumulated strain of any element reaches thespecified
valueFigure 2.1.7 : Stopping distance based on die distance.
Stopping distance (MDSOBJ)Terminates a simulation when the
distance between reference points on twoobjects reaches the
specified distance. Stopping distance must be used inconjunction
with the reference point (REFPOS) definition Die Distance
window(See Figure 2.1.7 ).Stopping Plane (REFPOS) Typically used in
the models like transient rolling process, user can define aplane
in space, and have the simulation terminate once the work
piececompletely crosses this plane. (See Figure 2.1.8 ) -
31
Figure 2.1.8 : Stopping distance based on stopping plane.
2.1.5. Remesh CriteriaPlease refer to the section on meshing for
a description of this window.2.1.6. Iteration ControlsThe iteration controls specify criteria
the FEM solver uses to find a solution ateach step of the problem
simulation. For most problems, the default valuesshould be
acceptable. It may be necessary to change the values if
non-convergence occurs (See Figure 2.1.9 ). -
32
Figure 2.1.9 : Iteration controls for the deformation
solver.Deformation solver (SOLMTD)The sparse solver is a direct
solution that makes use of the sparseness of FEMformulation to
improve solution speed. The conjugate-gradient solver tries tosolve
the FEM problem by iteratively approximating to the solution. For
certainproblems, this solver offers tremendous advantages over the
Sparse solver.The advantages of the iterative solver include:
Up to 5:1 improvements in overall solving time, particularly in
very largeproblemsAbility to handle very large numbers of elements in reasonable
time andwith reasonable memory demands. (The largest problem to
date is380,000 elements, using 1GB of RAM).Much smaller memory requirements for smaller problems — makes
3Dpractical on inexpensive computers or laptops.Limitations:
In certain situations, convergence may be slower, or the
simulation maynot converge, when the sparse solver will converge.
This is particularly aproblem for simulations with large «rigid
body motion» such as occurswhen a part is settling into a die,
undergoing light deformation, or bending.When the conjugate-gradient solver cannot successfully converge
toward thesolution, DEFORM-3D will fall back to the sparse solver.
From 3DV61, a newsolver GMRES has been added to the available
solvers, to take advantage ofmultiple CPU environments. The GMRES
option can only be used in multi CPUmode. -
33
When to use the iterative solverThe solver is generally very
good for problems with a lot of contact with the dies.If a work
piece is not well positioned in the dies, or if it will be sliding
a bit beforeit starts deforming, you should start the simulation
with the sparse solver. Oncethere is some substantial deformation
in the work piece, stop the simulation, loadthe final step into the
preprocessor, change to «Conjugate Gradient» and «Direct»,and write
the database.Keep an eye on the message file for the first few
steps. The first step may be abit slow converging. If the second
step is still struggling to converge, or if thesimulation stops,
you may need to switch back to the sparse solver for a fewmore
steps.In general, simulations in which you might expect convergence
problems usingthe Sparse solver are not well suited for Conjugate
Gradient. Most problems,particularly thin parts or flash parts,
will do well after the first 20-30 steps, if notsooner.Figure 2.1.10 : Plot of relative time versus elements for
different solvers for elasticobjects.Figure 2.1.11 : Plot of relative memory versus elements for
different solvers for elasticobjects. -
34
Iteration methods (ITRMTH)An iteration method is the manner in
which the simulation solution is updated (oriterated upon) to try
to approach the converged step solution.Newton-Raphson The Newton-Raphson method is recommended formost
problems because it generally converges in fewer iterations than
theother available methods. However, solutions are more likely to
fail toconverge with this method than with other methods.Direct The direct method is more likely to converge than
Newton-Raphson, but will generally require more iteration to do so.
In the case ofPorous materials, the direct method is the only
method currently available..
Solver recommendations for 3D
NR : Newton Raphson iterationsDI : Direct iterationsSP : Sparse
SolverCG : Conjugate Gradient SolverSTD : Elasto-Plastic Standard
FormulationsMIX : Elasto-Plastic Mixed FormulationsCC : Conformal
Coupling (CC) for Contact constraintsPEN : Penalty based contact
constraintsModel Data Recommended Can be used Should notbe used
General Forming modelswithPlastic objects(well constrained
models)CG, DI NR,SP
General Forming with Elasto-Plastic objects
SP, NR,STD DI
Spring Loaded Dies SP CG
Force Controlled Dies SP CG
Heat Treatment with Tet.Mesh Elasto-Plastic
SP, NR, MIX CG,NR
Heat Treatment with BrickMesh Elasto-Plastic
SP, NR CG,NR
Multiple Deforming ObjectsPlastic + Plastic (Large
deformation)SP,DI,CC CG
Multiple Deforming Objects SP,NR,PEN DI
-
35
Plastic + Plastic (Smalldeformation)
Multiple Deforming ObjectsElasto-Plastic objects
SP, NR, PEN DI,CC
Die Stress modelsElastic + Elastic Objects
SP, NR CG
Rotational Symmetry models(Elasto-Plastic objects)
SP,NR,PEN CG,CC
Rotational Symmetry models(plastic objects)
SP,DI,CC CG,NR
Pure Heat Transfer models CG NR
Convergence error limits (CVGERR)A deformation iteration is
assumed to have converged when the velocity andforce error limits
have been satisfied. This means that the change in both thenodal
velocity norm and the nodal force norm is below the value specified
here.The error norm values for each iteration step are displayed in
the message file.If the message file shows that the force or
velocity error norms are getting small,but not dropping below the
error limits, the simulation may be continued byincreasing the
appropriate error limit to the smallest value in the message
file.This will decrease the solution accuracy, so the simulation
should be allowed torun a few steps, then the values should be
reduced again. When doing this,extreme care should be exercised.
For die stress or press load calculationswhere extremely accurate
force or load values are required, the load accuracymay be improved
by decreasing the force error limit. This will increase
simulationtime, but give more accurate results.Note: It should be noted that the accuracy of the flow stress
data will have greatimpact on the accuracy of die stress and press
load predictions.Bandwidth optimization (DEFBWD, TMPBWD)Bandwidth optimization
improves solution time by optimizing the structure of thematrix
equation being solved. It should be used for almost all
problems. -
36
Figure 2.1.12 : Temperature iteration settings.
Temperature solver (SOLMTT)The sparse solver is a direct
solution that makes use of the sparseness of FEMformulation to
solve for the temperature. Currently, this is the only
solveravailable for solving thermal problems.Initial guess (INIGES)Initial guess generation improves the
convergence behavior of the first step ofthe solution. It should be
used for almost all problems.Bandwidth optimization (DEFBWD, TMPBWD)Bandwidth optimization
improves solution time by optimizing the structure of thematrix
equation being solved. It should be used for almost all
problems. -
37
2.1.7. Processing ConditionsThe processing conditions menu
contains information about the processenvironment, and constants
related to general solution behavior.Figure 2.1.13 : Heat transfer processing conditions.
Environment temperature (ENVTMP)Environment temperature is used
in radiation and convection heat transfercalculations and
represents the temperature of the area in which the modeledprocess
is taking place. The environment temperature may be specified as
aconstant or as a function of time. Heat transfer to this
temperature is consideredto occur from any nodes not in contact
with another object. (unless heatexchange windows are used ). No
radiation view factors are accounted for unlessthis option is
activated. Adding the file DEF_VIEW.DAT to the directory wherethe
simulation is run will activate this. The contents of the file are
unimportant.Convection coefficient (CNVCOF)The convection coefficient is
required for convection heat transfer calculations.The convection
coefficient may be specified as a constant or as a function
oftemperature. -
38
Figure 2.1.14 : Diffusion processing conditions.
Environment atom content (ENVATM) [MIC]The percentage atom
content of the dominant atom (usually carbon) for
diffusioncalculations.Reaction rate coefficient (ACVCOF) [DIF]The surface reaction
rate with the atmospheric atom content for
diffusioncalculations.Figure 2.1.15 : Advanced constants.
-
39
Interface penalty constant (PENINF)A large positive number used
to penalize the penetration velocity of a nodethrough a master
surface. The default value is adequate for most simulations.
Itshould be at least two to three orders higher than the volume
penalty constant(PENVOL). For objects of very small size (e.g.
fasteners), it is recommended toreduce this number on order of
magnitude or two to improve convergence. Thiswill only aid
convergence if the sparse solver is used.Mechanical to heat conversion (UNTE2F)A constant coefficient to
relate units of heat energy(eg BTU) to mechanicalenergy (eg
klb-in). Appropriate constant values are automatically set for
Englishand SI units.Time integration factor (TINTGF)The time integration factor is
the forward integration coefficient for temperatureintegration over
time. Its value should be between 0.0 and 1.0. The value of 0.75is
adequate for most simulations.Boltzman constant (BLZMAN)The Boltzman constant is required for
radiation heat transfer calculations. Defaultvalues for English and
SI are set automatically. In radiation heat calculations thenodal
temperature will be automatically converted to absolute
temperature(Rankine, Kelvin) based on the selected English or SI
units.2.1.8. Advanced Controls
Figure 2.1.16 : Advanced variables.
-
40
Current Global Time/Current Local Time (TNOW)These values
specify the global process time and the local process time.
Theglobal time is the time since the beginning of the problem, and
should never bereset. Local time is a parameter that can be reset
by the user. The global timeshould not be reset during a simulation
as the post-processor uses this time formany post-processing
operations. Below the local and global time definitions is
aselector box that determines which time is to be used for time
dependentfunctions such as movement controls. The default is global
time; however, thetime dependent functions can also be made a
function of local time.Primary Work pieceThis parameter allows the user to specify the
work piece as an object that mustnot possess rigid body motion. If
the body does not deform, the simulation willstop. One purpose of
this function is to prevent a rolling simulation fromcontinuing
past the rolled length of material.Use original additive rule for transformation kineticsWe have
improved the transformation kinetics rule from version 6.0. With
thenew version, multiple transformations can occur at the same time
andtemperature for a given material. If the user does not want to
use this new ruleand wants to use the previous one, checking this
box will allow this.Error Tolerances
Geometry error (GEOERR)This value is an estimate of the error
between discretized objects. The defaultvalue for this is
sufficient for most of the general applications. (see Figure
2.1.17Figure 2.1.17 : Error tolerances window.
-
41
User defined variables (USRDEF)User defined variables are 80
character string variables which are passed to userdefined
subroutines. Refer to the chapter on User Routines for more
informationon how to use these variables. (See Figure 2.1.18 )Figure 2.1.18 : User defined values
Output ControlStarting from version 6.0, the simulation control
options are further enhancedwith two important features.1. The first among these is to include a wide selection of
strain components thatcan be stored by the user depending upon the
analysis and object type. Theseoptions for a typical elasto-plastic
object enable user to store plastic, elastic andtotal strains. For
non-isothermal models with elasto-plastic objects
additionallythermal volumetric strains can also be stored for each
stored step of thesimulation. When transformation is turned on, the
strain components that areproduced due to phase transformation can
be stored as well. Once set in thePre-Processor, (Figure 2.1.19 )
each of these strain components are available inpost processing for
point tracking, contour plots and other normal display
options(Figure 2.1.20 ).2. The second option in the output control
that is available to the user is intendedto improve the state
variable representation in the analysis domain and minimizethe
interpolation error involved in the remeshing procedures. Such
representationcan also better maintain the local gradients of the
state variables compared tothe existing the element based
representation. In the current version, the user -
42
can choose to represent damage, strain and stress state as
Element+Nodal data.This means in addition to the currently
available element data, the user can storethese variables as nodal
variables. In the future versions more state variables willbe made
available with nodal representation.These additional nodal and element variables can be accessed
from thecorresponding nodal and element dialogs (Figure 2.1.21
).Figure 2.1.19 : Setting the additional strain components and
element+node data.Figure 2.1.20 : State variable list for additional strain
components and element+nodaldata. -
43
Figure 2.1.21 : Enhanced node and element dialogs including
additional nodal variablesand strain components.2.1.9. Control FilesThere are many different specialized
features within DEFORM-3D that arecontrolled through data files.
The purpose for this type of implementation is thatthese functions
are used in only a few rare instances and if they find popular
use,they can be incorporated into DEFORM keywords. When these data
files areused, the functionality is available if the data file is
located in the same directoryas the current problem running. Since
they are not contained within neither thedatabase nor the keyword
files, the control file has to be moved with thedatabase or the
keyword to run the problem with the same functionality if
adifferent directory or computer is used to run a simulation. When
one of thesecontrol files are used, a warning is automatically
posted in the message fileheading letting the user know that one of
these files exists. -
44
Figure 2.1.22 : Control files selections.
Figure 2.1.23 : Control files dialog (Category 2).
From version 5.0, these data files can be specified through the
graphicalinterface in the Control File window (See Figure 2.1.23
).The various categorieshave different functionalities as
follows: -
45
Category 1o Double corner constraints This defines two angles
where if anode is contacting a die corner an angle between these values,
thenode will be given a double contact condition. This is
furtherexplained in the appendix.o Solver switch control This defines a number of elements
wherethe switch to sparse solver is blocked. The purpose of this is
toprevent the sparse solver from being activated in cases where
theproblem is too large.Category 2o Additional remeshing criteria The activation of this
feature allowsthe user to have a finer control on the remeshing criteria.o
Body weight This will allow the user to specify the amount of
bodyforce per volume of the material. It is not recommended to be
usedin cases where the body force may be neglected such as
timeswhere the material is far from the melting temperature. -
46
2.2 Material Data
Figure 2.2.1: The material data button highlighted with a red
box in the preprocessor.The material properties window can be accessed by pressing the
materialproperties in the material properties window (See Figure
2.2.1). The materialproperties dialog in shown in See Figure 2.2.2.
In order for a simulation toachieve a high level of accuracy it is
important to have an understanding of thematerial properties
required to specify a material in DEFORM. The material -
47
properties that the user is required to specify is a function of
the material typesthat the user is utilizing in the simulation.
This section describes the material datathat may be specified for a
DEFORM simulation. The different data sets are:Elastic data
Thermal data
Plastic data
Diffusion data
Grain growth/recrystallization data
Hardness estimation data
Fracture data
This section discusses the manner in which to define each of
these sets of dataand which type of simulation each of these are
required for.Figure 2.2.2: Defining phases and mixtures within DEFORM-3D.
2.2.1. Phases and mixturesMaterial groups can be classified into
two categories, phase materials andmixture materials (See Figure
2.2.3). For example a generic steel can exist asAustenite, Bainite,
Martensite, etc. During heat-treatment each of the abovephases can
transform to another phase. So any material group that can -
48
transform to another phase should be categorized as a phase
material. Themixture material is the set of all phases for an alloy
system and an object can beassigned this mixture material if volume
fraction data is calculated.Figure 2.2.3: Defining elastic material data.
2.2.2. Elastic dataElastic data is required for the deformation
analysis of elastic and elasto-plasticmaterials. The three
variables used to describe the properties for elasticdeformation
are Young’s modulus, Poisson’s ratio and thermal expansion.Young’s modulus (YOUNG)Young’s Modulus is used for elastic
materials and elastic-plastic materials belowthe yield point. It
can be defined as a constant or as a function of
temperature,density (for powder metals), dominant atom content (for
example, carboncontent), or a function of temperature and atom
content.Poisson’s ratio (POISON)Poisson’s Ratio is the ratio between
axial and transverse strains. It is required forelastic and
elasto-plastic materials. It can be defined as a constant or as
a -
49
function of temperature, density (for powder metals), dominant
atom content (forexample, carbon content), or a function of
temperature and atom content.Thermal expansion (EXPAND)The coefficient of thermal expansion
defines volumetric strain due to changes intemperature. It can be
defined as a constant or as a function of temperature.For elastic
bodies temperature change is defined as the difference betweennodal
temperatures and the specified reference temperature (REFTMP):th = (T — T0)Where, is the coefficient of thermal expansion, T0
is the reference temperature and T is the material temperature.For
elasto-plastic bodies the thermal expansion input in the
pre-processor is theaverage value of thermal expansion and the FEM
calculates the instantaneous(tangential) value from the average
value.th = *TWhere,* is the tangential coefficient of thermal
expansion, and T is the material temperature.Experimental data for thermal expansion and conversion tools
availableThe user interface now allows either direct entry of the tangent
thermalexpansion coefficient as a function of temperature. The user
can also importinstantaneous values if available from the
experimental data (See Figure 2.2.4).When importing the
instantaneous values, the user needs to indicate if therecordings
are based on heating or cooling tests and the reference
temperature.This instantaneous thermal expansion data can be
converted to average data(also called secant, which is the data
requirement from the model perspective).At any point the user can
see either native data as imported or converted data orboth. This
data can also be imported and exported as text files. This table
datacan also be cut and pasted from and to Excel (on PC systems)
data table. -
50
Figure 2.2.4: Data conversion facilities for thermal expansion
function data.Note: To activate the reference temperature option, the thermal
expansioncoefficient must be made a function of temperature.Figure 2.2.5: Defining thermal material data.
-
51
2.2.3. Thermal dataThermal data is required for any object in
the heat transfer mode. (See Figure2.2.5)Thermal conductivity (THRCND)Conduction is the process by which
heat flows from a region of highertemperature to a region of lower
temperature within a medium. The thermalconductivity in this case
is the ability of the material in question to conduct heatwithin an
object. The value can be a constant or a function of temperature,
afunction of atom content, or a function of temperature and atom
content.Heat capacity (HEATCP)The heat capacity for a given material is
the measure of the change in internalenergy per degree of
temperature change per unit volume. This value is specificheat per
unit mass density. The value can be a constant or a function
oftemperature, a function of atom content, or a function of
temperature and atomcontent.Emissivity (EMSVTY)The emissive power, E, of a body is the total
amount of radiation emitted by abody per unit area and time. The
emissivity, , of a body is the ratio of E/Ebwhere Eb is the
emissive power of a perfect blackbody. For a more
completedescription of the properties of emissivity, consult any
source dealing with heattransfer. The value can be a constant or a
function of temperature.Figure 2.2.6: Defining plastic material data.
-
52
2.2.4. Plastic DataFor studying the plastic deformation behavior
of a given metal it is appropriate toconsider uniform or
homogeneous deformation conditions. The yield stress of ametal
under uniaxial conditions as a function of strain ( ), strain rate
( ), andtemperature (T) can also be considered as flow stress (See
Figure 2.2.6). Themetal starts flowing or deforming plastically
when the applied stress reaches thevalue of yield stress or flow
stress.The DEFORM material database has been implemented with
around 145material flow stress data sets. Additional materials will
be included as they areavailable. The material database contains
only flow stress data (data for amaterial in the plastic region).
Thermal and elastic properties are not included inthe material
database.Note: Flow stress data is compiled from a variety of sources and
it is onlyprovided as a reference data set. Material testing should
be performed to obtainflow stress data for critical
applications.Material model data conversion utilitiesWhen the material flow
stress data is available in the form of data table (Figure2.2.7),
user can convert this data in to a close form model equation using
theConversion utilities. User can select material model from the
available list, andfit the model parameters to match the table data
points using the curve fittingtechniques (Figure 2.2.8). Once this
is done, the system displays both forms ofthe data for the users to
proceed with. Typically solid lines in the graph indicatethe
original data, and the dashed lines from the flow curve computed
based onthe fitted model parameters. -
53
Figure 2.2.7: Material flow stress data in table form in
temperature, strain rate and straindimensions. -
54
Figure 2.2.8: Results from material model data conversion.
The user should make note that, like any other curve fitting
techniques, thenature of original data and initial guess (if user
can make one) on the modelparameters will greatly influence the
quality of the conversion results. This toolalso provides options
to selectively carryout the curve fitting needs with controlover
the individual model parameters. Once user accepts the conversion,
theconverted model data replaces the original table data.From 3DV61
additional functionality has been added to allow users to
importmultiple measured flow stress data files, each set at a given
temperature andstrain rate as shown in Figure 2.2.9 -
55
Figure 2.2.9: Utilities to upload the measured flow stress data
in to DEFORM systemFlow Stress (FSTRES)DEFORM provides different methods of
defining the flow stress. These forms areshown below:Power law
Where= Flow stress= Effective plastic strain= Effective strain
ratec = Material constantn = Strain exponentm = Strain rate
exponenty = Initial yield valueTabular data format
Where= Flow stress= Effective plastic strain= Effective strain
rateT = Temperature
-
56
This method is most highly recommended due to its ability to
follow the truebehavior of a material. The user is required to
enter the values of effective strain,effective strain rate and
temperature for which the user has flow stress values.Interpolation methods:
Linear interpolationThis method takes a linear weighted average
between tabular flow stressdata points.Linear interpolation in log-log spaceThis method takes a linear
weighted average between tabular flow stressvalues in log-log
space. If the user inputs a value at zero strain, a linearaverage
between the flow stress value at the zero strain value and the
flowstress value at the next highest strain value is linearly
interpolated. Using thismethod the initial yield stress can be
defined at a plastic strain of zero. Theflow stress values are
always interpolated linearly with respect totemperature.Warning: If simulation conditions of the material exceeds the
bounds of thestrain, strain rate or temperature defined in the
tabular data, the program willextrapolate based on the last two
data points which may lead to loss of accuracy.Flow stress for aluminum alloys (Type 1)
WhereA = Constant
= Constantn = Strain rate exponent
= Activity energyR = Gas constantTabs = Absolute temperature =
Flow stress= Effective strain rate
-
57
Flow stress for aluminum alloys (Type 2)
WhereA = Constantn = Strain rate exponent
= Activity energyR = Gas constantTabs = Absolute temperature =
Flow stress= Effective strain rate
Linear hardening
WhereA = Atom contentT = Temperature
= Effective plastic strain= Flow stress
Y = Initial yield stressH = Strain hardening constant
User defined flow stress routinePlease refer to Chapter 13 for a
description of how to implement user definedflow stress
routines.Flow stress databaseThe DEFORM material database contains flow
stress data for around 145different materials. The flow stress data
provided by the material database has alimited range in terms of
temperature range and effective strain.Warning: If a simulation condition of the material exceeds the
bounds of thestrain, strain rate or temperature defined in the
tabular data, the program willextrapolate based on the last two
data points which may lead to loss of accuracy.Yield function typeThis functionality supports anisotropy. There
are three different types of yieldfunctions available. -
58
Von MisesThis is the default setting. This specifies an
isotropic material model.Hills quadratic (FGHLMN)This allows the user to specify
anisotropic settings using the FGHLMNformat of the Hills quadratic method. (See Figure 2.2.10)
Figure 2.2.10: Hill’s quadratic (FGHLMN) input screen.
Hills quadratic (R value)This allows the user to specify
anisotropic settings using the R-valueformat of the Hills quadratic method. (See Figure 2.2.11)
Figure 2.2.11: Hill’s quadratic (R value) input screen.
Hardening rule (HDNRUL) [MIC]Currently, two models for hardening
are supported, kinematic and isotropic. Foran isotropic model, as a
material yields and plastically deforms, the yield surfaceexpands
uniformly or isotropically. Thus, the yield strain in all
directions is thesame. However, for a kinematic model, the yield
surface shifts as the material -
59
yields. The kinematic hardening model is required if the
Bauschinger effect is tobe modeled. This is valid only for the
elasto-plastic objects under smalldeformation.Creep (CREEP) [MIC]Creep is defined as the time-dependent
permanent deformation under stress thatusually occurs at high
temperatures. It is common in applications where thematerial
undergoes cyclic loading or where stress relief is of interest.
DEFORMonly supports creep calculations for elasto-plastic
objects.The methods for defining creep in DEFORM are given
below:Perzyna’s model
Where = fluidity
= effective stressS = Flow stressm = Material parameter
= Effective strain rateThis model is known as Perzyna’s model.
It is a formulation for elastic-viscoplastic flow. In this method
creep will not occur until the effective stressexceeds the yield
strength of the material. If the effective stress is less than
theflow stress, the resulting strain rate is zero.Power law
Where = fluidity
= effective stressS = Flow stressm = Material parameter
= Effective strain rateThis model is known as the power law. It
is a very classical method for describingsteady state or secondary
creep. -
60
Baily-Norton’s model
Where= Effective stress
Tabs = Absolute temperatureK, n, m, Q, r = Constants = fluidityS
= Flow stress= Effective strain rateThis model is known as Baily-Norton’s
model. The user should make sure that Kand Q are in the proper
units so that the strain rate is defined as second-1. Thenodal
temperature will be converted to absolute temperature inside the
FEMengine.Soderburg’s model
Where= Effective stress
Tabs = Absolute temperatureK ,n ,C = Constants
= Effective strain rate
Tabular data
This method is not currently available for this release
User RoutinesThis method is not currently available for this
release. -
61
Figure 2.2.12: Diffusion data window.
2.2.5. Diffusion dataDEFORM allows the user to model the
diffusion of the dominant atom (at thispoint carbon) in an object.
The window for this is seen in Figure 2.2.12. Theuser only needs to
specify the diffusion coefficient for the diffusion. For
thesimulation of carburizing process, normally performed before
quenching, theLaplace equation is used for the diffusion model:Where C is the carbon content, and D is the diffusion
coefficient.Note: Brick elements tend to produce nicer looking results than
the tetrahedralelements since the mean diffusion distance is
normally much smaller than theaverage element edge length. This
will tend to make the tetrahedral results looksomewhat patchy due
to their generally uneven edge length. -
62
Diffusion coefficient (DIFCOE)The diffusion coefficient can be
defined by the following methods:Method 1Constant value for diffusion coefficient.
Method 2Diffusion c